




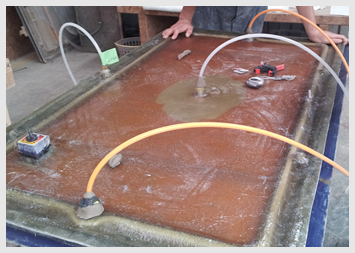
Light-RTM工法はCAV型(下型)に基材を敷き詰め、COR型(上型)を被せ、真空状態にして型締めを行い、その真空の吸引力を利用し樹脂を注入する成形法になります。
ここで使われるLightは簡易的、軽量的な意味を示しており、従来の大掛かりな型構造、重設備を使わず、簡易型、軽設備で生産できるのが特徴になります。Light-RTMは多種にわたる材料の選択が可能で
・樹脂→不飽和ポリエステル樹脂、ビニルエステル樹脂(UL-94、V-0対応)フェノール樹脂、エポキシ樹脂
・基材→ガラス繊維(ルビコア、ガラスマット、ガラスクロス、ニットファブリックetc
・コア材→ウレタン材コア、ポリエチレン材コア、塩ビ発泡材コア、ハニカムコアetc
を使用し組み合わせることにより、強度や難燃性、厚みなどを自由に設定できます。
更に、多種にわたる構造が一体成型が可能な為、サンドイッチ構造、インサ-ト、リブ、肉厚変換などが出来、複合製品など生産効率が大幅に短縮出来る可能性を持っています。
ここで使われるLightは簡易的、軽量的な意味を示しており、従来の大掛かりな型構造、重設備を使わず、簡易型、軽設備で生産できるのが特徴になります。Light-RTMは多種にわたる材料の選択が可能で
・樹脂→不飽和ポリエステル樹脂、ビニルエステル樹脂(UL-94、V-0対応)フェノール樹脂、エポキシ樹脂
・基材→ガラス繊維(ルビコア、ガラスマット、ガラスクロス、ニットファブリックetc
・コア材→ウレタン材コア、ポリエチレン材コア、塩ビ発泡材コア、ハニカムコアetc
を使用し組み合わせることにより、強度や難燃性、厚みなどを自由に設定できます。
更に、多種にわたる構造が一体成型が可能な為、サンドイッチ構造、インサ-ト、リブ、肉厚変換などが出来、複合製品など生産効率が大幅に短縮出来る可能性を持っています。
品質に関してもハンドレイアップ工法(HLU)では技術を使用する為、作業を行う人によって品質にバラつきが発生してしまうのですが
Light-RTM工法では型にノウハウを必要とし、作業に対して技術をそれほど必要としない為、品質の安定化が図れます。
生産量目安として、1日1型あたり2~3台、月50台前後で共取りや型を増やすことにより増産可能である為、小中量生産に適していて大型で裏構造が多数あるような製品に多大のメリットを発揮できます。
・少人数で作業可能。
・型制作期間の大幅な削減ができます。
・金型と比較して型費の大幅な削減ができます。
・熟練した技術を必要としません。
・ハンドレイアップに比べて成形サイクルが短い為、成形コストの低減になります。
・プリフォーム機が不要なので設備投資が安価です。
・ガラス繊維の飛散・スチレン臭の削減ができ、工場内が清潔に保つ事が可能。
・両面平滑な仕上がりが可能。Light RTM法は従来のRTM法よりも短い後期で型の成形が可能です。
また、型に比較的高い強度を要求されるため、対応できる製品の大きさは限界がありました。 RTM法のこれらの問題を解決すべく開発された成形法がLight RTM法です。
・型制作期間の大幅な削減ができます。
・金型と比較して型費の大幅な削減ができます。
・熟練した技術を必要としません。
・ハンドレイアップに比べて成形サイクルが短い為、成形コストの低減になります。
・プリフォーム機が不要なので設備投資が安価です。
・ガラス繊維の飛散・スチレン臭の削減ができ、工場内が清潔に保つ事が可能。
・両面平滑な仕上がりが可能。Light RTM法は従来のRTM法よりも短い後期で型の成形が可能です。
また、型に比較的高い強度を要求されるため、対応できる製品の大きさは限界がありました。 RTM法のこれらの問題を解決すべく開発された成形法がLight RTM法です。
Light RTM法は樹脂注入圧力が低圧力で可能なことから、 型制作期間の大幅な削減、型コストの削減・薄型への対応ができるというのが1番の特徴です。 また、対応出来る成形品の大きさはRTM法より数段大きく、 他のFRP成形法で同程度の大きさが可能な方法は、HLU法くらいです。
また、従来のRTM法より設備投資の費用は大幅に削減され、 成形機自体の価格も安価になってきています。 HLU成形法と比較すると設備投資は掛かりますが、 全体の投資価格(型費・材料費・労働費・機械費)などをを含めるとトータルコストは非常に安価に収まります。

VARTMとLightRTMの比較
| VARTM(従来の日本) | Light RTM | |
| 材料(強化材) | プリフォーム | ロビコア/コンビフロー |
| コンティニアスマット | ||
| 機械(注入圧力) | 高圧力 | 低圧力 |
| 型コスト | HLU×10倍 | HLU×2~倍 |
| 設備投資(推定) | 約2000万円以上 | 約500万円 |
| 作業環境 | 悪い | 良い |